Considerando a complexidade dos metais, suas estruturas e composições, é compreensível entender porque há tantos processos térmicos que alteram e exploram melhor suas características e capacidades mecânicas. Porém, nesse meio é fácil acabar confundindo alguns processos por suas semelhanças. E é por isso que viemos esclarecer as diferenças entre a têmpera e a martêmpera. Tanto em suas condições de realização, quanto nos resultados e propriedades que provêm ao aço.
Confira abaixo o detalhamento entre esses dois tratamentos termoquímicos e tenha uma ótima leitura!
Conheça a martêmpera
A martêmpera, também conhecida como têmpera interrompida, é um processo de tratamento térmico utilizado para austenitizar o aço. Ou seja, aquecê-lo até que sua estrutura cristalina transforme-se em austenita e, depois resfriá-lo de forma controlada para formar uma microestrutura martensítica, que é dura e resistente. O grande diferencial da martêmpera é uma pausa calculada em momento estratégico, durante o resfriamento. A qual visa diminuir a diferença de temperaturas entre o núcleo e a superfície de uma peça metálica. Minimizando assim as tensões internas que podem originar trincas e distorções. Após a pausa, a peça termina o seu resfriamento até a temperatura desejada, normalmente aproximada de 80°C.
Diferentemente da têmpera, esse processo auxilia em especial o tratamento para peças de grandes dimensões e consideráveis variações geométricas. Isso porque, quando um corpo fica exposto ao calor, sua superfície aquecerá mais rápido que o núcleo, o mesmo ocorrendo no resfriamento. Ou seja, sua superfície perderá calor muito mais rápido que o núcleo. Esta situação se agrava significativamente com o aumento das dimensões da peça. Mas, com a pausa estabelecida, essa diferença diminuirá, mitigando as tensões térmicas e tensões de transformação.
Reforçando a têmpera
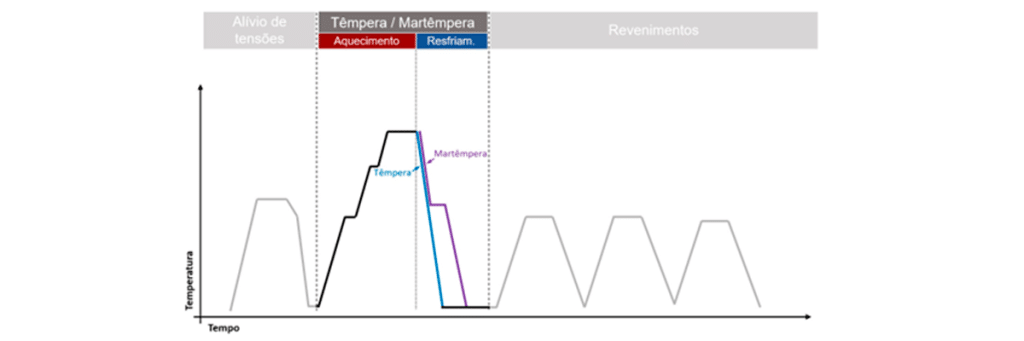
Muito falada em nossos materiais informativos, a têmpera é um processo térmico cujo objetivo é o aumento da dureza e da resistência à tração. Consiste no aquecimento do aço até a temperatura de austenitização, manutenção em patamar até que toda a estrutura se transforme em austenita. Seguido de resfriamento rápido e controlado, gerando a fase martensítica, ou seja, a grande diferença entre a têmpera e a martêmpera mostra-se na pausa no resfriamento da martêmpera. Por isso, também é conhecida por têmpera interrompida.
Evitando tensões entre núcleo e superfície
Agora que já esclarecemos um pouco mais sobre esses dois processos, é nítido que a maior diferença entre estes é a pausa durante o resfriamento das peças metálicas. E, somada ao alívio de tensões adequado antes da têmpera, alcançamos bons resultados em tratamentos com menores riscos de trincas e distorções.
Mas não se engane! Essas diferenças não posicionam a têmpera como um processo inferior à martêmpera. Em teoria, quanto mais rápido o resfriamento, melhor. Porém, é necessário que a peça sobreviva ao processo, ou seja, que não trinque e nem se deforme em excesso, então o grande desafio está no cálculo da taxa de resfriamento ideal para cada material (sim, os aços possuem diferentes taxas de transferência de calor e isso interfere nos parâmetros de tratamento térmico) e, mais do que isso, deve levar em consideração ainda outros fatores, como criticidade geométrica, dimensões etc. Como a relação entre tempo e temperatura se distingue em cada caso, seus resultados também podem diferir.
Ainda sobre as propriedades dos metais, se você busca entender melhor sobre esse assunto, temos um Infotec exclusivo sobre a ductilidade, sua relação com a tenacidade, o uso dos metais e suas resistências contra desgastes.

E quanto a martêmpera a vácuo?
Mais uma vez, destacamos como os benefícios dos tratamentos térmicos a vácuo fazem diferença nos resultados alcançados.
No vácuo, podemos realizar o resfriamento interrompido, interpretado como uma martêmpera. E, como os fornos a vácuo são controlados com funções automatizadas e programáveis, a interferência humana diminui, resultando em uma alta taxa de repetibilidade de bons resultados.
Os fornos à vácuo mais modernos possuem diversos recursos que asseguram uma maior precisão e controle dos parâmetros de processo, como monitoramento da temperatura por termopares de contato, que medem a temperatura real da peça (superfície e núcleo, quando possível) e não somente termopares de câmara, ou seja, uma vez estabelecidos os parâmetros de processo, o próprio forno monitora as diferenças de temperaturas entre a câmara do forno e, a superfície e o núcleo da peça processada, promovendo taxas de aquecimento e resfriamento controladas, de forma a minimizar as tensões, mitigando assim o risco de trincas e deformações.
Por fim, esperamos que esta explicação sobre as diferenças e propriedades de têmpera e martêmpera tenha sido satisfatória. Se você gostou desse assunto e quer ler mais informativos sobre tratamentos térmicos e termoquímicos, confira o INFOTEC e veja os materiais que disponibilizamos. Aproveite para nos seguir nas redes sociais ou entre em contato caso precise de uma ajuda especializada em tratamentos para as suas ferramentas e componentes.
Nos vemos em breve!