Proporcionando uma bela vista aos passageiros durante os voos, as janelas de avião conseguem dar uma grande lição para nós. Afinal, já parou para pensar em toda a força exercida contra ela sempre que o avião está no ar?
Quer entender como a janela de avião envolve-se totalmente nos assuntos que a ISOFLAMA é especializada? Continue conferindo esse blog e tenha uma ótima leitura!
Janela de avião – Nada de cantos vivos
Com certeza você já notou que as janelas de avião têm um formato entre o oval e o retângulo, certo? Isso vai bem além de uma questão do design! Afinal, o formato dessas janelas foi desenvolvido especialmente para suportar a força atmosférica, causadora de alta pressão contra o espaço interno dos aviões.
A maior, e importantíssima responsabilidade dos cantos arredondados é não causar rachaduras e microfissuras na estrutura metálica do avião. Isso porque, se existissem cantos vivos, como em janelas retangulares ou quadradas, estas arestas seriam um ponto fraco, pois seriam concentradores e canalizadores de tensões, podendo ocorrer, inclusive, a formação de microfissuras e trincas que abalariam a estrutura e a segurança da aeronave.
Por menores que sejam, esses formatos retos interagem com a física, gerando resultados não tão agradáveis. Esse fator é tão importante, que afeta não só a metalurgia, mas também vários outros setores do mercado.
Havilland Comet – O avião que subestimou os detalhes
Muito conhecida em sua época, a Havilland foi uma fabricante de aviões que obteve grande destaque. Sua nova proposta era: o avião com turbinas a jato para transporte de passageiros. Nessa época (meados de 1950), os aviões dependiam de hélices para chegarem ao ar. Além disso, todos eram mais vagarosos e barulhentos.
Indo muito além, os aviões de turbina a jato ofereciam voos mais rápidos, menos barulhentos e com uma economia maior de combustível. Essa foi uma grande revolução, considerando que esses modelos eram de exclusividade militar até então.
Contudo, segundo a página Aventuras na História, 2 incidentes de explosões misteriosas fizeram com que a companhia perdesse a credibilidade. Logo, não eram mais vistos como algo seguro, encarando posteriormente a falência. Enfim, como isso se relaciona com a metalurgia?
Contando com investigações aprofundadas, e sendo considerado um dos primeiros casos de investigação de acidentes com foco também no setor metalúrgico, observou-se que as janelas e acessos de antenas tinham formato quadrado, algo comum para a época. Mas, foram notadas fissuras partindo dos cantos vivos, espalhando-se pela estrutura do avião, causando uma espécie de desintegração. Foi aí que percebeu-se como o formato das janelas e demais componentes poderiam ter significativo impacto na resistência da estrutura metálica dos aviões.


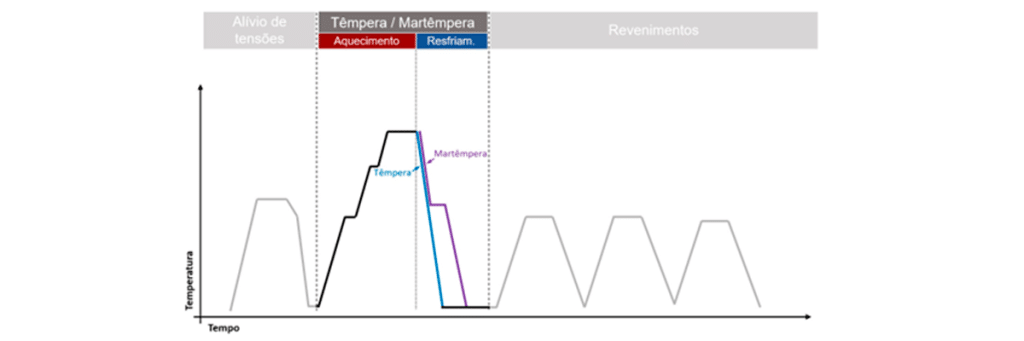
Da janela de avião ao tratamento térmico
Trazendo os cuidados com os cantos vivos para o nosso tempo, esse fator ainda é um empecilho quando está presente em peças enviadas para tratamento térmico.
Isso porque, em geral, cantos vivos estão localizados em regiões de transições de massas e/ou faces e, durante o tratamento térmico, cada uma destas massas se comporta diferentemente em termos de expansão e contração com a variação da temperatura, ou seja, nas regiões de transição de massas, por natureza, já há um acúmulo de tensões e a presença de canto vivo as potencializa. Por este motivo, todo canto vivo não deve existir, em seu lugar deve ser sempre adotado o maior raio possível de concordância, pois este evitará a concentração das tensões e permitirá que estas se dissipem.
Quando falamos em cantos vivos em transição de massas, é muito comum a associação a cantos vivos internos, porém, este tipo de fenômeno também ocorre com cantos vivos externos, como por exemplo nas junções das faces de um cubo. Nestas situações, há mais um agravante, já que cada face receberá calor durante o tratamento térmico e nas junções das faces (canto vivo) teremos uma superexposição ao calor, motivo pelo qual sempre recomenda-se ao menos chanfrar estas arestas.
Especialização ISOFLAMA até nos céus
Tratando adequadamente os mais variados metais com processos seguros e efetivos, a ISOFLAMA também realiza tratamentos térmicos para diversos componentes de aeronaves. Não fazemos parte no desenvolvimento da janela de avião, mas, aplicamos toda a nossa competência para o melhor desempenho e segurança nos céus e em todos os outros setores que necessitam de suporte especializado em tratamentos térmicos.
Enfim, viu só como um único detalhe como a janela de avião pode ensinar muito sobre a metalurgia? Se você ficou interessado e quer ver mais informativos como esse, não deixe de visitar o nosso INFOTEC. E se precisa falar diretamente com um de nossos especialistas, é só entrar em contato.
Nos vemos em breve!