Embora o processo de têmpera seja essencial para as propriedades mecânicas desejadas às peças de aço, há a chance de vir acompanhado de resultados indesejados como deformações e o empenamento. E, em casos mais extremos, até mesmo trincas das peças.
São fenômenos que podem comprometer a precisão dimensional e a integridade estrutural das peças, impactando na sua funcionalidade e desempenho. Sendo assim, é preciso implementar estratégias para mitigar o risco de empenamentos e distorções durante os processos térmicos, especialmente na têmpera.
Confira as principais causas do empenamento e da distorção durante o processo de têmpera, bem como, práticas recomendadas para minimizar esses problemas.
O que configura empenamento?
Trata-se de um fenômeno indesejado que pode ocorrer em peças de aço durante os tratamentos térmicos, principalmente durante a têmpera. Esse fenômeno diz respeito a alterações dimensionais, ou seja, mudanças nas dimensões da peça, como curvaturas ou torções, que não estavam presentes na peça antes do tratamento térmico.
Normalmente, as deformações se traduzem em contratempos significantes nas peças. Especialmente quando a precisão dimensional é crucial — em ferramentas, moldes ou peças de máquinas, por exemplo.
A boa notícia é que as deformações costumam ser evitáveis e normalmente estão relacionadas à geometria da peça enviada para o tratamento térmico, variação brusca de forma ou volume, condição de montagem da peça na carga do forno, severidade do resfriamento (água, polímero, óleo, pressão de gás etc.).
O que configura Distorção?
Normalmente, também se refere às variações dimensionais ocorridas durante as operações de tratamento térmico. Porém, neste caso, relacionada a alteração de volume da estrutura cristalina do material, sendo, portanto, inerente às operações de tratamento térmico, ou seja, inevitável.
Empenamento e distorções: como ocorrem?
Primeiramente, é importante saber que o Ferro – para a sorte da civilização – é um cristal imperfeito com defeitos que se tornam virtudes devido a sua capacidade de sofrer alterações volumétricas na estrutura cristalina (alotropia) no estado sólido, quando alcançadas determinadas temperaturas.
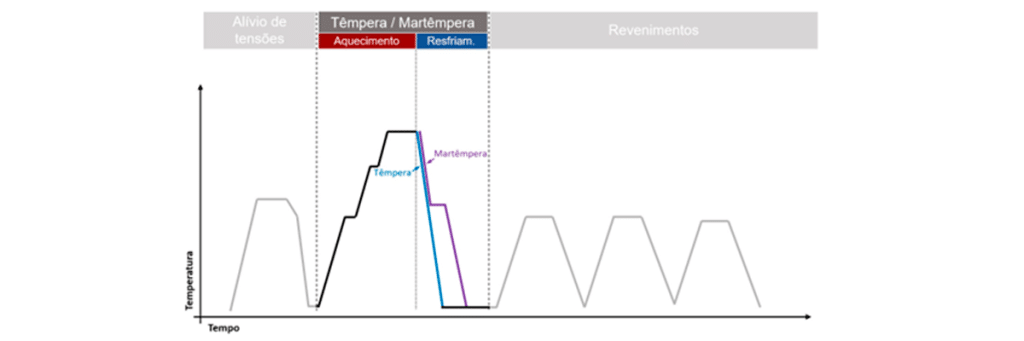
Sendo prático, é exatamente a capacidade de sofrer alterações volumétricas na estrutura cristalina que o permite alcançar durezas maiores quando aquecido e resfriado rapidamente (têmpera). Durante este processo, o aço experimenta:
Aquecimento: expansão até ~700°C, quando inicia leve contração até ~750°C, seguida de nova expansão;
Resfriamento rápido (têmpera): forte contração até ~210°C, seguida de expansão até que alcance a temperatura ambiente, normalmente crescendo um pouco em relação ao ponto de partida.
No processo de têmpera, ocorre a alteração da estrutura cristalina do material de CFC – Cúbica de Face Centrada (Austenita) para TCC – Tetragonal de Corpo Centrado (Martensita), podendo ocorrer uma expansão na ordem de 4%. Portanto, estamos falando aqui do fenômeno da distorção.
Além disso, podem ocorrer deformações durante o processo de tratamento térmico do aço devido às tensões residuais presentes na peça.
Essas tensões podem fazer com que a peça se curve, por exemplo.
As variações dimensionais podem, ainda, estar ligadas a outros fatores, como:
- Homogeneidade da microestrutura do aço no estado recozido;
- Orientação dos grãos;
- Tensões inseridas durante a usinagem;
- Parâmetros de processo utilizados na têmpera etc.
Quando se constata que uma peça não sofreu deformações e/ou distorções após a têmpera, confirma-se que a somatória de tensões foi igual a “zero”. Uma segunda peça exatamente igual e com têmpera nas mesmas condições, pode não responder da mesma forma e apresentar significativa alteração dimensional.
Evitando empenamento e distorção na têmpera
Visando a preservação dimensional e estrutural das peças de aço, é preciso aderir a algumas práticas para mitigar os riscos de variações durante a têmpera. Dentre elas, recomenda-se atenção especial aos seguintes aspectos:
Projeto adequado da peça
Como pudemos ver, a operação de tratamento térmico tem riscos inerentes ao processo.
A qualidade do aço e as condições de fabricação da peça contribuem para tornar o tratamento térmico um agente revelador (e não o causador) de não-conformidades. Sendo assim, damos especial atenção à:
a) Qualidade do aço:
Quanto mais homogênea a microestrutura do material, maior a estabilidade dimensional durante as operações de tratamento térmico. Tomar cuidado com peças grandes ou que foram retiradas de blocos grandes, pela normalidade de diferenças nas microestruturas entre a superfície e o núcleo destes. Buscar uma matéria-prima adequada e de boa qualidade é o primeiro passo para o sucesso de uma ferramenta.
b) Geometria da peça enviada para o tratamento térmico:
Quando falamos em geometria de uma peça, focamos na forma que esta deverá ter para atender a função a que se destina. Porém, é importante saber que a geometria da peça enviada para o tratamento térmico está diretamente ligada ao sucesso da operação, podendo, inclusive, influenciar na performance e vida útil da ferramenta, pois de modo geral:
· Seções grossas tendem a “inchar”. Por exemplo, um cubo se tornará uma “esfera”;
· Áreas de “grandes vales” (canais) tendem a abrir (alargar);
· Furos tendem a “fechar”.
c) Sobremetal:
Sempre prever sobremetal adequado no projeto da peça a ser enviada para tratamento térmico, compensando eventuais alterações dimensionais durante a têmpera. Alguns fabricantes de aços, para peças comuns, recomendam um sobremetal mínimo de 0,30% para cada medida. Se a peça possuir geometria complexa (grandes diferenças de massas, peças finas e cumpridas etc.), este percentual aumenta consideravelmente.
Tratamento térmico
Comentamos anteriormente que o tratamento térmico muitas vezes é o agente revelador e não o causador de não-conformidades. Porém, de forma alguma podemos subestimá-lo.
Esta etapa da fabricação de uma ferramenta demanda cuidados especiais, conhecimento, precisão e controle. Caso contrário, a performance do componente em questão fica drasticamente afetada.
Controle de temperatura durante a têmpera
O processo de aquecimento e de resfriamento de uma peça dentro do forno ocorre da superfície em direção ao núcleo. Ou seja, há diferenças de temperatura entre a câmara do forno, a superfície da peça e seu núcleo. Este fenômeno eleva o nível de tensões. Portanto, devemos buscar um aquecimento e um resfriamento o mais uniforme possível da peça, os quais estão diretamente ligados a alguns fatores que veremos logo abaixo.
Equipamento
Termopares que medem apenas a temperatura da câmara do forno, não necessariamente medem a real temperatura da superfície da peça, não garantindo assim, homogeneidade de temperatura. Sendo dessa forma, é muito importante se utilizar também termopares de contato, monitorando as temperaturas de superfície e núcleo da peça.
Preparação e montagem da carga
A forma como as peças ficam no forno pode fazer toda a diferença no resultado final. Normalmente processando peças com as mais diversas geometrias e tamanhos e, não há uma fórmula para isso. Esta operação é totalmente dependente da experiência e conhecimento das pessoas envolvidas neste processo. Porém, considerando-se fornos a vácuo, precisamos que em uma mesma carga sejam colocadas apenas peças com geometrias/dimensões compatíveis, pois peças menores aquecem e resfriam mais rapidamente do que peças grandes.
Tempo em temperatura
Como comentado acima, peças pequenas aquecem e resfriam mais rapidamente que peças grandes, portanto, tendo-se em vista os critérios de montagem da carga com peças com geometrias compatíveis, deve-se escolher os corretos tempos em temperatura para cada situação. Se, por exemplo, uma carga possuir peças grandes e pequenas e o balizamento do tempo for feito em função da menor peça, aquela grande não ficará o tempo necessário para que ocorra a correta transformação de sua microestrutura.
Por outro lado, se o tempo for definido em função da peça maior, aquela menor ficará mais tempo que o ideal, o que pode trazer consequências graves para a microestrutura do material, como o fenômeno chamado de “marcação de grãos”, que leva à fragilização. Se for feita uma média do tempo, as duas situações ocorrerão, ou seja, a peça pequena ficará um pouco mais de tempo que o ideal e a peça grande não ficará o tempo necessário.
Resfriamento
Esta é uma das etapas mais importantes do processo e a que possui o maior risco de ocorrência de não conformidades, pois temos situações similares às expostas acima, porém de forma agravada. Em um forno a vácuo, por exemplo, se tivermos peças grandes e pequenas em uma mesma carga, a peça grande demandará mais tempo para resfriar do que a peça pequena, ou seja, não será possível se utilizar a taxa de resfriamento adequada para as duas situações. Além disso, a peça grande pode fazer o que chamamos de “sombra” na peça pequena, fazendo com que a taxa de resfriamento na peça pequena não seja adequada.
Outro ponto de atenção é com relação ao correto posicionamento e espaçamento entre as peças, de forma que o gás, durante o resfriamento, possa circular da maneira correta. Ainda deve ser avaliada a criticidade geométrica de cada peça, já que peças com geometria complexa demandam taxas mais brandas de resfriamento e isso, conforme comentado anteriormente, pode interferir negativamente na tenacidade do material depois de temperado e revenido. Com base nestes critérios, deve ser definida a correta composição de carga e as respectivas taxas de resfriamento para cada situação.
Monitoramento e controle do processo térmico
Atentando-se cuidadosamente aos parâmetros do processo, como: temperatura, tempo de tratamento e velocidade de resfriamento. Isso requer ajustes precisos nos parâmetros conforme necessário, visando resultados consistentes e controlados.
Revenimento após a têmpera
Processo que visa aliviar as tensões residuais e estabilizar a estrutura do aço, melhorando a tenacidade. Nesta etapa, a definição dos tempos e temperaturas corretas, além do posicionamento adequado das peças no forno, também contribuem para a redução da susceptibilidade ao empenamento e distorção.
Destacamos que, seguir essas práticas e técnicas reduz significativamente o risco de empenamento e distorção durante o processo de têmpera, objetivando a qualidade e integridade das peças de aço tratadas termicamente. Porém, é importante reforçar que não se pode garantir que o empenamento e a distorção sejam completamente eliminados durante o processo de tratamento térmico.
Na verdade, a adoção de práticas corretas e a aplicação de parâmetros adequados minimizam o risco desses problemas ocorrerem. Afinal, como descrito ao longo deste texto, diversas variáveis contribuem para a presença ou não desses fenômenos, inclusive fatores externos ao processo térmico, a exemplo da geometria da peça e da qualidade do aço.
Têmpera a vácuo ISOFLAMA
A ISOFLAMA é uma empresa líder em processos térmicos, usando alta tecnologia aliada a rígidos critérios na montagem de carga e parametrização dos ciclos térmicos, otimizando assim, os seus resultados. Um dos principais tratamentos térmicos realizados pela ISOFLAMA é a têmpera a vácuo, um processo altamente eficiente e preciso que oferece diversas vantagens em relação aos métodos convencionais. Nosso compromisso com inovação e excelência proporciona aos nossos clientes resultados superiores e consistentes em todas as etapas da produção. Conheça mais sobre como trabalhamos em nosso site.
Referência
Isoflama. (s.d.). Haikai 俳句 Técnico: Empenamento e distorção: incansável discussão. Indaiatuba, SP. Ano II, nº 007, p. 11. Disponível em: https://www.isoflama.com.br/assets/pdf/haikai/1468264142.pdf.
J.C. Vendramim; J. Vatavuk. O Empenamento no tratamento térmico, Isoflama Indústria e Comércio de Equipamentos Ltda, Informativo Técnico. Indaiatuba, SP. 2006. Disponível em: https://www.isoflama.com.br/assets/pdf/inTec/1468266498.pdf